一、屠宰废水处理概述
屠宰场与人们的生活密切相关,屠宰废水处理也是不可忽视的一个焦点,屠宰废水与普通的生活废水有所区别,处理工艺也会随之改进。翰克集团专注研究水处理,为改善人居环境贡献毕生力量!
二、屠宰废水来源
畜类屠宰加工行业的废水,主要由屠宰车间排出。其水量直接取决于牲畜的种类及数量,生产工艺不同,水质也会有所不同。畜禽屠宰加工废水量在一天内变化幅度较大,一般屠宰都集中在白天进行,因此废水也集中在早8时至夜12时之间排放。屠宰加工废水中含有部分血液、油脂、碎肉、毛发和粪便等,属于较高浓度的有机废水,具有较强的腥臭味。另外,综合废水中还含有部分生活污水,污染物含量较低。
1) 宰前工段:本工段所排废水主要为宰前冲洗、地面粪便冲洗、脱毛等工艺,悬浮物高、毛发较多。
2) 屠宰工段:本工段排出的废水量最大。在屠宰时虽然已经对血液进行回收,使废水中仍含有血液和大量的蛋白质,废水呈鲜红色,COD和BOD5值都很高。
3) 内脏处理工段:本工段产生的废水主要是肠胃内的未消化物及排泄物。悬浮物指标很高,并且含有一些泥砂性物质。
4) 解体、整理及洗净工段:本段是屠宰车间的最后一道工序,所排出的废水中含有少量的血液、油脂和碎肉等。
5) 生活污水:员工日常生活产生的废水污染浓度较低,COD指标在500mg/L左右。
三、屠宰废水特点
畜类屠宰加工废水水质的高低与屠宰时是否采血、采血方式和对肠胃内的粪便采取的处理方法有直接联系。屠宰废水的基本特点是:可生化性较好,水质混浊,易腐易臭,并含有大量浮渣、毛发。屠宰废水主要污染物包括CODCr、BOD5、SS、氨氮及动植物油等。
从畜类屠宰生产工艺来看,畜类加工废水水质、水量有如下特点:
1、排水不均匀。屠宰厂的废水量在一天内变化幅度较大,一般集中在白天10h之内排放,且各生产工段水质、水量波动较大;
2、猪毛量大。经回收后,废水中仍含有大量的细小毛发,很容易堵塞管道、泵、曝气器等设施;
3、猪血及猪粪量大。虽然对车间内产生的猪粪进行了回收,但来自猪圈的地面冲洗水中仍然含有部分残留粪便,使得废水中悬浮物含量大大增加,如果不加处理,将严重影响整套工程的正常运转。因此对猪粪的预处理工艺是工程正常运转的关键;另外废水呈血红色,色度约在500倍,同时增加了污染物水质指标如COD等的含量,据调查,屠宰废水的BOD5在500~1000mg/L,COD一般在1500~3500mg/L;
4、含有泥砂性物质。冲洗地面、宰前冲洗及内脏处理工段废水中含有泥砂性物质;
5、可生化性好。废水中含有足够的N、P等营养物,可为微生物提供生长和繁殖的条件;屠宰废水中含有大量以固态或者溶解态存在的蛋白质、尿素、尿酸、脂肪和碳水化合物,此类物质通过氨化作用进一步转化为较高浓度的氨氮,使氨氮的浓度达50~200mg/L;
6、污染指标COD、BOD、SS等较高。废水中含有大量蛋白质、脂肪和碳水化合物,使肉类加工废水表现出较高的污染指标;
7、还可能含有多种危害人体健康的细菌,如粪大肠菌、志贺氏菌、沙门氏菌等。
8、一般不含重金属及有毒化学物质。


四、处理工艺
1、工艺选择
(1)工艺选择应以连续稳定达标排放为前提,选择成熟、可靠的废水处理工艺。
(2)应根据废水的水量、水质特征、排放标准、地域特点及管理水平等因素确定工艺流程及处理目标。
(3)在达标排放的前提下,优先选择低运行成本、技术先进的处理工艺。处理工艺过程应尽可能做到自动控制。
(4)屠宰与肉类加工废水处理应采用生化处理为主、物化处理为辅的组合处理工艺,并按照国家相关政策要求,因地制宜考虑废水深度处理及再用。
2、废水处理工艺综合分析
(1)主体工艺的选择
屠宰废水可生化性好,氮、磷充足,因此选择物化+生化联合工艺可有效地去除各种污染物,使废水达标排放。
(2)毛发、内脏碎屑、碎肉和粪便等造成的堵塞
废水中的毛发、碎肉、粪便等杂物必须在进入水泵和生物处理构筑物前予以去除,否则会造成泵和生物处理构筑物中设备的堵塞,同时会增加后期系统的负荷。在设计中考虑采用格栅去除上述杂物的问题。
(3)油脂和油渣的去除
综合废水中的油脂和油渣(细小的油块)常常是造成管道堵塞的一个重要原因。这些油脂和油渣与其它杂物结合易形成浮油、浮渣,很容易粘附在管道壁上形成很厚的油垢,使管道堵塞。油类物质如果大量进入生物处理设施,在低温情况下,油脂降解缓慢,影响生物处理系统的处理效率,因此油脂的处理也是本工艺设计中必须予以重点考虑的问题。工艺设计中油脂的去除主要集中在格栅、隔油池、曝气调节池、气浮等阶段进行,为防止堵塞管道前期输水尽量采用明渠输水。
(4)氨氮的去除
原水中凯氏氮经厌氧处理之后,凯氏氮转化为氨氮,使得进入好氧工段的氨氮含量升高,选择具有脱氮除磷效果较好的工艺作为生化处理的主体工艺流程。
3、典型工艺
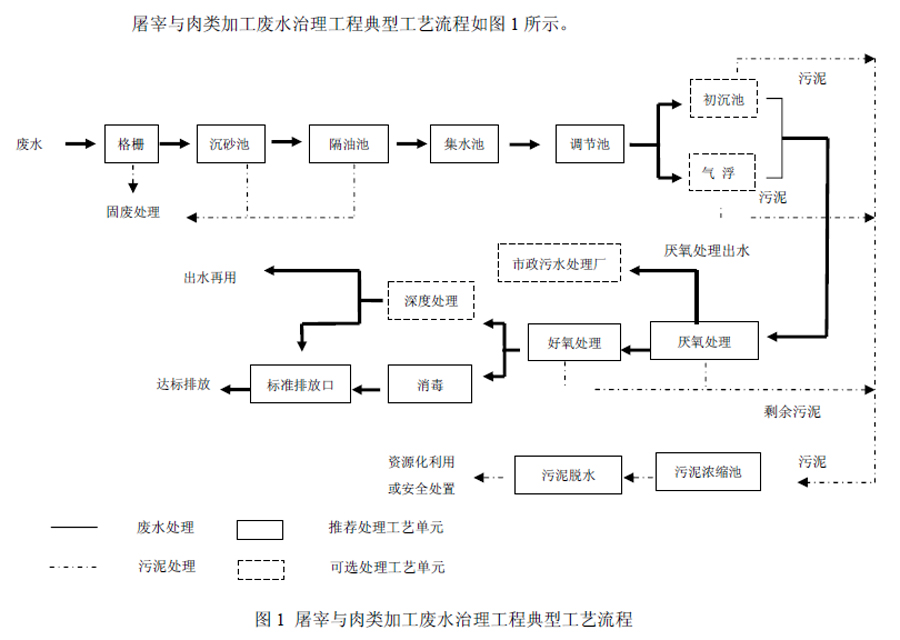
(1)预处理
预处理部分主要包括:粗(细)格栅、沉砂池、隔油池、集水池、调节池和初沉池等。
(2)生化处理
生化处理是屠宰废水治理工程的核心,主要去除废水中可降解有机污染物及氨氮等营养型污染物。生化处理部分主要包括厌氧处理和好氧处理。
①厌氧处理
屠宰与肉类加工废水一般宜采用的厌氧工艺为:升流式厌氧污泥床(UASB)或水解酸化技术。
②好氧处理
好氧处理宜采用具有脱氮除磷功能的序批式活性污泥技术(SBR)或生物接触氧化技术,有条件时亦可采用膜生物反应器(MBR)工艺。
③消毒
屠宰场与肉类加工厂废水必须进行消毒处理。
一般采用二氧化氯或次氯酸钠进行消毒,消毒接触时间不应小于30min,有效浓度不应小于50 mg/L。
可兼顾考虑废水脱色处理与消毒。
(3)深度处理
地方环保部门对废水处理及排放有严格要求时应进行深度处理。
达标排放废水的深度处理宜采用生物处理和物化处理相结合的工艺,如曝气生物滤池(BAF)、生物活性炭、混凝沉淀、过滤等。具体选用何种组合方式及相关工艺参数应通过试验确定。再用水应以项目场内为主,厂外区域为辅。
再用水用作厂区冲洗地面、冲厕、冲洗车辆、绿化、建筑施工等用途时,其水质应符合GB/T18920。



© 2020翰克偲诺水务集团有限公司 蜀ICP备10001335号 地址:成都市石羊工业园益新大道288号(招商处2楼)
友情链接: